
咨询热线:
18952941888
咨询热线:
18952941888

联系人: 朱总
快盈IVwelcome电 话: 18952941888
15240290707
网 址: gzjushang.com
快盈IVwelcome邮 箱: 357583870@qq.com
地 址: 丹阳市丹北镇前巷村前巷民营园
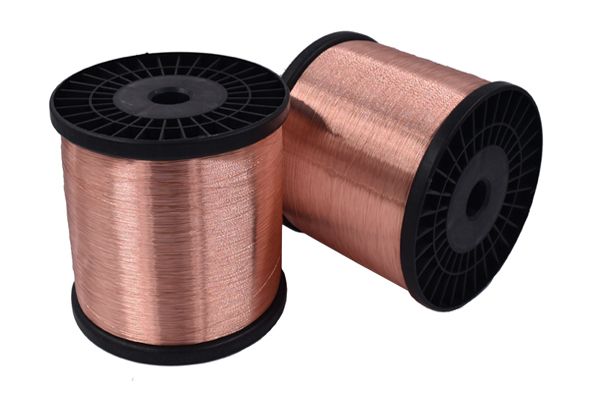
铜包铝线既发挥了铜的优良导电性和铝的质量轻的特点,又克服了铝易氧化、接触电阻大、接头难以焊接的弊端,并大大节省了我国稀缺的铜资源、降低了导体的成本。因此,铜包铝0.10-0.50在我国线缆行业中正在逐步扩大其应用范围。直流电阻率:铜包铝的直流电阻率约为纯铜线的1.45倍 ; 阻值相同时,铜包铝线重量约为纯铜线的1/2;良好的焊锡性:铜包铝线由于其表面同心的包覆了一层纯铜,因此具有跟纯铜线一样的可钎焊性,安庆质优的铜包铝0.10-0.50而不必像铝线那样做特别处理;同时,铜包铝线具有较厚的铜层,铜包铝0.10-0.50多少钱确保在刮漆时不会影响产品焊锡性能;重量轻:铜包铝线密度是相同线径的纯铜线的1/2.5,对降低线圈的重量十分有用;使用铜包铝线替代铜线,至少可节省30%以上的成本。

铜包铝镀锡焊接应该注意的几点,铜包铝0.10-0.50冷压焊接无需对被焊材料进行任何特殊处理,利用多次挤压的技术,去掉污染物而取得满意的焊接。镀锡模定径问题,可缩短压缩区,简单一点,将镀锡模反面激光,安庆质优的铜包铝0.10-0.50然后反穿模具,试一下,应该有效果。黑油太多,你应该使用的是油性助焊剂,建议使用中性助焊剂。保证母线干净,并且放线顺畅,导线进锡炉前不能有太多阻力并且尽量保持干净。铜包铝0.10-0.50多少钱合理配置镀锡模与母线线径之差,太大易露锡,表面不光,太小因锡灰阻在模具口易断线,一般镀锡模比母线大4-5µm即可。还有一些细节问题,自己去琢磨,其实开此类超细规格,还在于设备。

铜包铝镀锡焊接断线的原因建议:铜包铝0.10-0.50选电机时考虑电机功率比负载大30%到40%左右,因为和纯铜线电机时不一样的,纯铜电机的电阻比较小。铜包铝线和铜线接触点使用端子连接。质优的铜包铝0.10-0.50焊接后的线径可达到与焊接前一样,焊接后的电阻和原材料的延伸率及其他指标不变,接头处的强度比本体更牢固,是一般焊接手段不能达到的。安庆铜包铝0.10-0.50多少钱冷焊机可焊接圆线,扁线,异型线,并能对不同的材料(铜包铝),不同尺寸的材料进行焊接。也可对不同材质的两根线材进行对接,如铜铝对接等。冷焊机还能对线的质量进行检验,质量差,含杂质较多的线不能焊接。

铜包钢镀锡应用:铜包钢是指铜包着钢丝,铜包铝0.10-0.50也就是钢丝外围包裹铜层的复合线材,铜包钢绞线广泛应用于高频同轴电缆、钢络通信、电气化铁路、地铁轻轨、铁路、机场、网络通讯等场所的防雷接地、防静电接地、保护接地、电力和石化系统的接地线等。安庆质优的铜包铝0.10-0.50相比铜绞线具有密度小、强度高、造价低等优点,是传统纯铜绞线的更新换代产品。如电力工业接地棒;电力电缆的编织屏蔽线;各种电子元器件的接插件;铜包铝0.10-0.50多少钱特种电缆的加强导电线芯;电力传输和电话线路的架空线;平行双芯电话用户通信线的导体;电气化铁路、轨道交通线路承力索及滑触线;有线电视用户线和进户线同轴电缆内导体材料;计算机局域网、接入网电缆、野外用电缆内导体材。

镀锡铜丝是铜芯上同心地镀覆锡层而制成的。镀锡铜线在某些场合称之为镀银铜丝或镀银丝,铜包铝0.10-0.50是在无氧铜线或低氧铜线上镀锡后,经过拉丝机拉细而成的细线。它综合了两种金属的特点,具有很好的导电性能,以及明亮而光泽的表面,而且锡层具有很高的耐腐蚀性。镀锡铜丝分为镀锡软圆铜线和镀锡硬圆铜线。镀锡软圆铜线是经过退火,改变其物理特性,以达到变软的目的。安庆质优的铜包铝0.10-0.50好的镀锡铜线镀层连续牢固地附在导体表面,经试样后样品表面不变黑。镀锡的镀层表面应该光滑连续、没有银粒、毛刺、机械损伤等有害缺陷。镀锡铜丝被用于有色线材,纺织线,高频应用,微型电缆,航空航天电缆等。我公司专业生产高导电率的铜包钢、铜包铜、铜包铝(镁)及其镀锡线。镀锡铜包铝、等系列产品,铜包铝0.10-0.50多少钱我公司产品规格:产品规格:线 径:Φ0.10—2.05mm ;导电率:13%—30% ;延伸率:1.5%—20% ;抗拉强度:350—1100Mpa 我公司铜包铝价格优惠,欢迎来电垂询。

铜包钢镀锡:铜包钢是指铜包着钢丝,也就是钢丝外围包裹铜层的复合线材,它利用低压高频信号的趋肤效应,在高频区沿表面行走,所以只要铜层厚度达到一定范围,某个频率段的信号就能被确保传递。铜包铝0.10-0.50铜起到传导弱电信号的作用,钢丝则起到支撑作用。安庆质优的铜包铝0.10-0.50依据铜包裹到钢丝的不同方法,主要分为电镀、包覆、热铸/浸以及电铸。市场上的铜包钢基本采用的是电镀工艺,即用电解电池工作原理的电镀工艺将块状铜板“溶解”然后经电流引导到覆盖在钢丝上。安庆铜包铝0.10-0.50多少钱包覆是将铜带包裹钢丝,在包裹的接口处用氩弧焊焊接;热铸/浸是将铜加热熔化为液体,钢丝穿过后带出铜液然后冷却凝固;电铸是电镀的特殊应用,在阴模内实现铜的还原聚集,此类工艺尚不多见。

